Плаваючий розрив
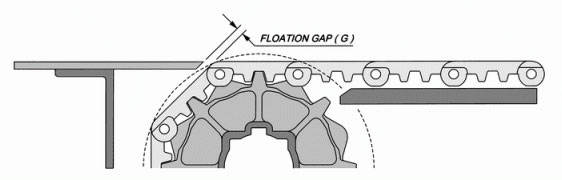
При прийнятті конвеєрної стрічки для поворотного руху.дугова ділянка конвеєра з’єднується з прямим конвеєром, і обидва кінці дугової секції повинні бути направлені до прямої, і тоді конвеєр працюватиме плавно.
Внутрішній радіус вимагає щонайменше 2,2 ширини конвеєрної стрічки.
STL1 ≧ 1,5 XW або STL1 ≧ 1000 мм
Одноразовий поворот не обмежує 90°;він повинен підкорятися обмеженню радіуса повороту та створювати конструкцію від 15°, 30°, 45°, 60°, 75°, 90°,... до 360°.
Довідкова таблиця розмірів плаваючого зазору (G)
| одиниця виміру: мм | ||||
| Серія | Товщина пояса | Діаметр зірочки (PD) | Кількість зубів | Плаваючий розрив (G) |
| 100 | 16 | 133 | 8 | 5.6 |
| 164 | 10 | 4.5 | ||
| 196 | 12 | 4.0 | ||
| 260 | 16 | 3.0 | ||
| 200 | 10 | 64 | 8 | 2.6 |
| 98 | 12 | 1.7 | ||
| 163 | 20 | 1 | ||
| 300 | 15 | 120 | 8 | 4.3 |
| 185 | 12 | 3.3 | ||
| 400 | 7 | 26 | 8 | 1 |
| 38.5 | 12 | 0,3 | ||
| 76.5 | 24 | 0 | ||
| 500 | 13 | 93 | 12 | 1.3 |
| 190 | 24 | 0,5 | ||
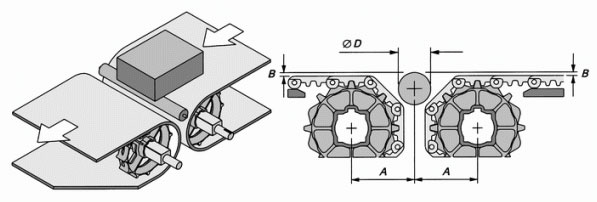
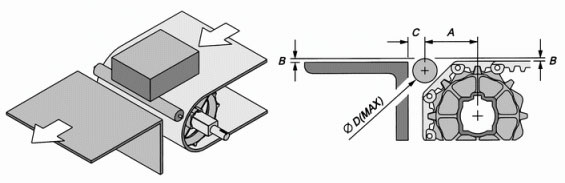
Мертва тарілка
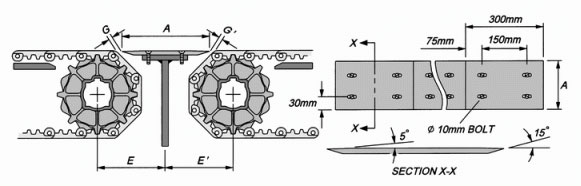
Ми рекомендуємо використовувати вуглецеву сталь товщиною понад 5 мм, нержавіючу сталь або леговану сталь високої твердості тощо як матеріал для виготовлення глухої пластини.Важливо врахувати кожну щілину позиції перенесення, щоб продукти для завантаження проходили через позицію передачі плавно.
Будь ласка, зверніться до розділу «Основні розміри в специфікаціях проекту», щоб отримати значення C, і зверніться до «Плаваючого зазору» в цьому розділі, щоб отримати значення G, а потім скористайтеся наведеною нижче формулою, результатом розрахунку буде фактичний розмір плаваючого зазору.
ФОРМУЛА:
E = CX 1,05
A = ( 2 XE ) ( G + G' )
Специфікація конструкції бічної передачі
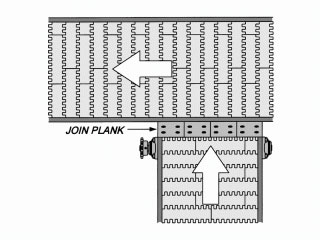
Як правило, програма перенесення під кутом 90 градусів широко використовується як інтегральна процедура транспортування.Ми рекомендуємо вам прийняти поворотний ремінь HOMGSBELT;це може змусити вас використовувати простір гнучко.
Якщо заводського простору недостатньо для мінімального радіусу повороту поворотного ременя HOMGSBELT, для вирішення цієї проблеми необхідно прийняти конструкцію бічної передачі в рамі.
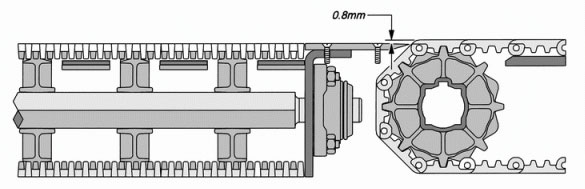
Допоміжні ролики
Для розробки позиції передачі між двома конвеєрами, якщо дно завантажувальних продуктів є плоским і його довжина перевищує 150 мм, за винятком мертвої пластини, він також може використовувати допоміжний ролик передачі, щоб допомогти конвеєрній стрічці отримати плавну та кращу передачу рух під час роботи.
Технічні характеристики конструкції допоміжних передавальних роликів у ведучому/холостому положенні
| одиниця виміру: мм | ||||||
| Серія | Товщина (ремінь) | Діаметр зірочки | Кількість зубів | А (мін.) | B (мін.) | D (макс.) |
| 100 | 16 | 133 | 8 | 85 | 0~1 | 34 |
| 164 | 10 | 100 | 40 | |||
| 196 | 12 | 116 | 50 | |||
| 260 | 16 | 150 | 66 | |||
| 200 | 10 | 64 | 8 | 47 | 20 | |
| 98 | 12 | 63 | 25 | |||
| 163 | 20 | 95 | 40 | |||
| 300 | 15 | 120 | 8 | 88 | 40 | |
| 185 | 12 | 106 | 44 | |||
| 400 | 7 | 26 | 8 | 20 | 10 | |
| 38.5 | 12 | 28 | 15 | |||
| 76.5 | 24 | 53 | 25 | |||
| 500 | 13 | 93 | 12 | 64 | 25 | |
| 190 | 24 | 118 | 40 | |||
Специфікація конструкції допоміжних передавальних роликів у передачі платформи
| Одиниця виміру: мм | |||||||
| Серія | Товщина (ремінь) | Діаметр зірочки | Кількість зубів | А (мін.) | B (мін.) | C (мін.) | D (макс.) |
| 100 | 16 | 133 | 8 | 74 | 0~1 | 23 | 20 |
| 164 | 10 | 92 | 28 | 25 | |||
| 196 | 12 | 106 | 33 | 30 | |||
| 260 | 16 | 138 | 41 | 38 | |||
| 200 | 10 | 64 | 8 | 42 | 18 | 15 | |
| 98 | 12 | 60 | 21 | 18 | |||
| 163 | 20 | 93 | 28 | 25 | |||
| 300 | 15 | 120 | 8 | 76 | 28 | 25 | |
| 185 | 12 | 108 | 30 | 27 | |||
| 400 | 7 | 26 | 8 | 17 | 9 | 6 | |
| 38.5 | 12 | 24 | 12 | 9 | |||
| 76.5 | 24 | 45 | 18 | 15 | |||
| 500 | 13 | 93 | 12 | 56 | 18 | 15 | |
| 190 | 24 | 108 | 28 | 25 | |||
Керівний пристрій
Коли мертві пластини або допоміжні передавальні ролики використовуються для положення передачі конвеєрної системи, для різниці лінійних швидкостей або відцентрової сили, продукти будуть викидатися або відхилятися від центрального положення стрічки.На даний момент необхідно встановити направляючий пристрій, щоб допомогти продуктам плавно проходити через позицію повороту та в межах ефективної зони транспортування.
Специфікація конструкції направляючого ролика
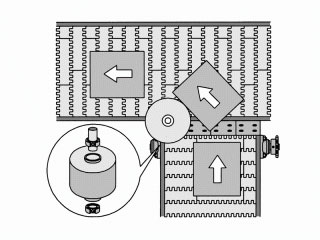
Напрямні ролики зазвичай виготовляються з металевого матеріалу.Його напрямний радіус становить приблизно 1/4 ефективної ширини стрічки.Якщо завантажувальні продукти потрібні для посилення тертя, вони повинні використовувати гуму або ПВХ матеріал для обгортання поверхні напрямних роликів.Це особливо підходить для великих або важких завантажень транспортування продуктів.Використання кулькових підшипників для направляючого ролика може зробити обертання ролика більш плавним.
Специфікація конструкції напрямної рейки
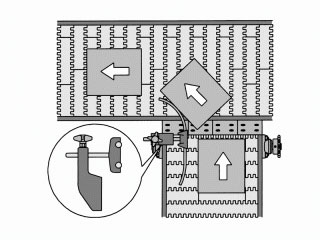
Більшість направляючих пристроїв, як правило, виготовлені з пластичного матеріалу з меншим коефіцієнтом тертя, такого як UHMW, HDPE тощо.Він може мати різні форми або зовнішній вигляд відповідно до вимог встановлення.Напрямні рейки підходять для завантаження середніх або мініатюрних транспортних засобів.Направляючі також виготовлені з пластику з меншим коефіцієнтом тертя.Виробники можуть запропонувати багато напрямних рейок будь-якої форми відповідно до вимог клієнтів.
Коли конвеєрна система приймає мертву пластину або допоміжний підшипник від одного конвеєра до іншого під кутом 90 градусів, комбінування напрямних роликів із напрямними рейками зробить процедуру транспортування більш гладкою та легкою.
Будь ласка, зверніть увагу на те, чи не вдариться продукція про зовнішню напрямну через відцентрову силу, коли стрічка рухається до точки повороту, або перевищить ефективний діапазон транспортування стрічки, що призведе до накопичення продукції та блокування виробничої лінії.Загалом ефективна ширина стрічки повинна перевищувати максимальну ширину завантажуваних продуктів.