Перевірте спочатку
Перед запуском перевірте ремінь на наявність незвичайних умов або пошкоджень від зносу.
Огляньте та переконайтеся, що прогин контактної мережі нижньої частини ременя знаходиться в правильному положенні.
Якщо конвеєр приймає регулювання натягу, перевірте його та переконайтеся, що натяг ременя не надто затягнутий.Не перевищуйте міцність, яку може витримати стрічка, за винятком конвеєра проштовхуваного типу.
Перевірте всі опорні ролики та переконайтеся, що вони добре обертаються.
Перевірте ведучу/проміжну зірочку на предмет надмірного зносу
Перевірте положення з’єднання між зірочками та ременем, щоб видалити всі предмети, які застрягли всередині.
Перевірте всі накладки зносу та притисніть рейки на наявність незвичних або надмірних пошкоджень.
Перевірте приводний і проміжний вали та переконайтеся, що вони інтегровані з конвеєрною стрічкою.
Перевірте всі позиції, які необхідно було змастити, і переконайтеся, що вони знаходяться в нормальних умовах.
Перевірте всі позиції конвеєрної системи, які необхідно було очистити.
Значення очищення
При чищенні стрічки необхідно уникати використання миючого засобу, що містить їдкі речовини.
Хоча для вимивання забруднень використовувати миючий засіб ефективно і корисно;однак це також може вплинути на пластиковий матеріал ременя та навіть скоротити термін служби ременя.
Серійні продукти конвеєрної стрічки HONGSBELT в основному розроблені з функціями легкого очищення та дренажу;отже, це найбільш правильний спосіб очищення ременів водою під високим тиском або стисненим повітрям.
Крім того, необхідно очистити дно або внутрішню частину конвеєра від бруду та інших осколків.Будь ласка, переконайтеся, що машина вимкнена, щоб уникнути будь-яких травм.У деяких випадках для виробництва харчових продуктів у конвеєрну систему потрапляє вологе борошно, сироп або інші залишки, що призводить до забруднення конвеєра.
Деякі забруднювачі, такі як пил, гравій, пісок або сбій, також можуть впливати на конвеєрну систему та стикатися з серйозними проблемами.Тому регулярне або періодичне очищення конвеєрної системи є важливою роботою для підтримки обладнання в нормальних умовах.
Технічне обслуговування
Звичайний або періодичний огляд конвеєра в основному призначений для запобігання деяким незвичайним проблемам і допоможе вам підтримувати конвеєр до того, як виникнуть несправні ситуації.Як правило, користувачі можуть перевірити стан зносу шляхом візуального огляду та вирішити, чи потрібно продовжувати будь-яке технічне обслуговування чи заміну чи ні.Зверніться до розділу «Усунення несправностей» у меню ліворуч, щоб дізнатися про обслуговування та заміну.
Конвеєрна стрічка має певний термін служби при регулярному використанні;Гарантія на конвеєрні стрічки HONGSBELT становить 12 місяців.Після тривалого використання ремінь зношується, прогинається через перевантаження або збільшує відстань.Кожна причина, згадана вище, призведе до неправильного зачеплення між ременем і зірочками.У цей час необхідно провести технічне обслуговування або заміну ременя.
Під час роботи конвеєра конвеєрна стрічка, зносостійкі стрічки та зірочки спонтанно зношуються.Якщо конвеєрна стрічка потерта, ми рекомендуємо замінити її новими, щоб конвеєр працював у нормальних умовах.
Як правило, коли конвеєр потрібно замінити на новий ремінь, настійно рекомендується одночасно оновити смуги зносу та зірочки.Якщо ми знехтуємо будь-яким із них, це може збільшити пошкодження ременя від стирання та скоротити термін служби ременя та аксесуарів.
Переважно конвеєрна стрічка HONGSBELT потребує лише заміни нових модулів стрічки з пошкодженим положенням, не потрібно міняти весь ремінь.Просто розберіть пошкоджену частину стрічки та замініть новими модулями, а потім конвеєр легко повернеться до роботи.
Безпека та попередження
Під час роботи конвеєрної стрічки є кілька небезпечних ситуацій, на які повинні звернути увагу оператори, користувачі та обслуговуючий персонал.Особливо ведена частина конвеєра може затиснути або пошкодити тіло людини;отже, кожен повинен заздалегідь отримати відповідну підготовку та освіту щодо роботи з конвеєром.Необхідно також позначити небезпечні попередження та вказівки на місці небезпеки спеціальними кольоровими або попереджувальними знаками, щоб запобігти виникненню випадкового ризику під час роботи конвеєра.
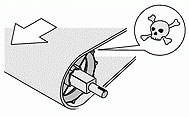
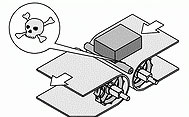
Індикація небезпечного положення
▼ Положення, в якому ведуча зірочка зачеплена з ременем.
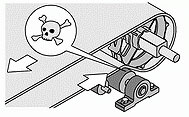
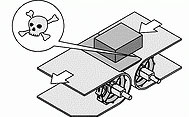
▼ Положення, у якому зворотний ролик контактує з ременем.
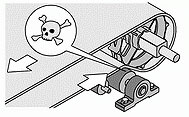
▼ Положення, в якому натяжна зірочка зачеплена з ременем.
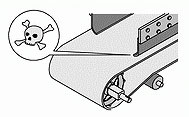
▼ Розрив між конвеєрами.
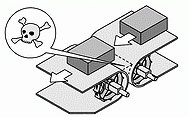
▼ Інтервал між конвеєрами з передавальним роликом.
▼ Інтервал між конвеєрами з глухою пластиною.
▼ Положення, в якому ремінь контактує з бічним запобіганням.
▼ Радіус заднього вигину на шляху перенесення.
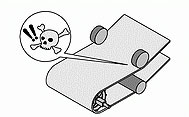
▼ Положення радіуса заднього вигину в зворотному напрямку.
▼ Положення, у якому край ременя контактує з рамою.
Обриви пояса
| Причина | Метод розв’язання |
| Збій живлення під час транспортування великої кількості продуктів, під час відновлення живлення конвеєр швидко запуститься з повним завантаженням, сильне тягове натягнення призведе до розриву конвеєрної стрічки. | Зніміть транспортні засоби з ременя та замініть нові модулі на пошкоджену ділянку, а потім знову запустіть систему. |
| Між рамою конвеєра та стрічкою виникають перешкоди, наприклад гвинт, що розкручується, або прокладки опорних смуг зносу.Це може призвести до перевантаження та пошкодження конвеєрної стрічки. | Усуньте перешкоди та відрегулюйте контактний зазор між конвеєрною рамою та стрічкою. |
| Положення радіуса заднього вигину було затримано сторонніми предметами в зазорі між пластиковими модулями стрічки. | Будь ласка, зверніться до розділу «Радіус вигину спини» в розділі «Проектування нахилу або відхилення». |
| Відхилення ходу стрічки спричиняє руйнівну перешкоду, таку як ненормальний удар або контакт із кріпильними гвинтами на рамі машини. | Повністю перевірте раму машини та спостерігайте за будь-якими ненормальними умовами провисання, особливо тих кріпильних гвинтів. |
| Стрижні випадають із замкового отвору, призводять до того, що шарнірні стрижні виходять з краю конвеєрної стрічки та заклинюють внутрішню раму корпусу машини. | Замініть пошкоджені модулі конвеєрної стрічки, шарніри та стопорні стрижні.і ретельно перевірте всі ненормальні умови. |
| Кут радіуса заднього вигину занадто вузький, що призводить до пошкодження через обструкцію стиснення. | Будь ласка, зверніться до розділу «Радіус вигину спини» в розділі «Проектування нахилу або відхилення». |
Погана залученість
Носити
| Причина | Метод розв’язання |
| Відбувається кут відхилення рами конвеєра. | Відрегулюйте структуру конвеєра. |
| Зносні планки не встановлюються паралельно рамі конвеєра. | Відрегулюйте структуру конвеєра. |
| Для ширини стрічки та бічної рами конвеєра не було зарезервовано належного інтервалу | Будь ласка, зверніться до розділу «Основні розміри» в розділі «Специфікація проекту». |
| Середовище роботи конвеєра має велику зміну температури при тепловому розширенні та стисненні. | Будь ласка, зверніться до розділу «Коефіцієнт розширення» в розділі «Технічні характеристики конструкції». |
| Центральна зірочка не точно фіксує центральне положення приводного/протяжного валу конвеєра | Зніміть зірочку з валу та встановіть її на точне центральне положення валу. |
| Центральна пряма лінія конвеєрної стрічки неправильно з’єднана з центральною зірочкою. | Відрегулюйте структуру конвеєра для належного зачеплення. |
Незвичайний звук
| Причина | Метод розв’язання |
| Деформація конструкції конвеєра призводить до того, що втулка зірочки не може мати належного зчеплення з конусним простором під поверхнею конвеєрної стрічки. | Відрегулюйте приводний/протяжний вал на 90 градусів до рами конвеєра. |
| Для абсолютно нової конвеєрної стрічки на пластикових модулях після лиття під тиском залишилися задирки. | Це не вплине на робочу функцію ременя, задирки зникнуть після тривалої роботи. |
| Зірочки та конвеєрна стрічка мають надмірне стирання або сам ремінь надмірне стирання. | Замініть нові зірочки або нову конвеєрну стрічку. |
| Опорне положення конвеєрної стрічки не використовує матеріал із низьким коефіцієнтом тертя для виготовлення опорних прокладок. | Замініть опорні прокладки, виготовлені з пластику з низьким коефіцієнтом тертя. |
| Рама конвеєра розхиталася. | Перевірте всю раму конвеєра та закріпіть кожен гвинтовий болт. |
| Були знайдені інші предмети, що стикаються з стиковкою модулів. | Усуньте інші предмети та очистіть ремінь. |
| Через коливання температури конвеєрна стрічка має значну зміну теплового розширення та стиснення. | Будь ласка, зверніться до Температурного діапазону матеріалів стрічки та виберіть конвеєрну стрічку, яка підходить для застосування в конкретному діапазоні температур. |
Тремтіти
| Причина | Метод розв’язання |
| Інтервал між поворотними роликами надмірний. | Щоб налаштувати належний інтервал між роликами, зверніться до таблиці провисання контактної мережі в розділі «Довжина та натяг ременя». |
| Надмірна крива провисання контактної мережі у зворотному напрямку може призвести до того, що кут контакту між положенням провисання контактної мережі та роликами зворотного шляху стане стрімким.Це призведе до кутового руху ременя, і холоста зірочка не зможе плавно поглинати натяг зворотного шляху.Ремінь буде працювати в тремтливому стані. | Щоб налаштувати належний інтервал між роликами, зверніться до таблиці провисання контактної мережі в розділі «Включна довжина та натяг». |
| Неправильне з’єднання накладок зносу та притискних рейок може вплинути на роботу ременя. | Відрегулюйте або встановіть утримуючі рейки.Рейки у вході стрічки потрібно обробити в перевернутий трикутник. |
| Існує надмірне падіння кута положення шарніра між ведучим / проміжним валом і опорним положенням. | Будь ласка, зверніться до розділу «Основні розміри» в розділі «Специфікація проекту». |
| Радіус вигину ременя не відповідає мінімальним обмеженням радіуса конструкції. | Будь ласка, зверніться до розділу «Радіус заднього вигину Ds» у розділі «Проектування нахилу або відхилення». |
| Діаметр зворотних роликів або смуг зносу занадто малий;це призведе до деформації накладок зносу. | Будь ласка, зверніться до Роликів зворотного шляху в розділі «Підтримка зворотного шляху». |
| Натяг ременя в зворотному напрямку не повністю відповідає натягу ременя в шляху транспортування. | Відрегулюйте натяг належним чином, він також може збільшити або зменшити довжину конвеєрної стрічки. |
| Поворотна конвеєрна стрічка EASECON має надмірний внутрішній радіус. | Відрегулюйте натяг конвеєрної стрічки належним чином, як зазначено вище, або безпосередньо замініть утримувальні рейки матеріалом із низьким коефіцієнтом тертя, таким як тефлон або поліацеталь.Також доступне використання мильної рідини або мастила для внутрішнього краю притискних рейок, верхніх смуг зносу та нижнього рівня.Цей метод може допомогти вирішити проблему. |
Поверхневі рубці
| Причина | Метод розв’язання |
| Необережне зрізання леза залишило глибокі шрами на поверхні пояса. | Вирівняйте поверхню ременя наждачним папером.Якщо структура ременя має серйозні пошкодження, замініть пошкоджене місце новими модулями. |
IQF
| Причина | Метод розв’язання |
| Помилки в роботі під час запуску конвеєра Індивідуальної процедури швидкого заморожування, а модулі стрічки застрягли внаслідок надзвичайно низької температури, призвели б до сильного натягу під час запуску системи;це надмірно вище, ніж міцність на розтяг, яку може витримати конвеєрна стрічка. | Переконайтеся, що система запущена правильно, і замініть нові модулі на пошкодженій ділянці;потім запустіть конвеєр відповідно до правильної процедури.Будь ласка, зверніться до розділу «Низька температура» у розділі «Метод підтримки». |
| Довжина ременя закоротка, і він розірветься через теплове розширення та звуження. | Будь ласка, зверніться до розділу «Коефіцієнт розширення» в розділі «Технічні характеристики конструкції», щоб розрахувати потрібну точну довжину стрічки. |
| Широка зона контакту між смугами зносу та конвеєрною стрічкою призведе до накопичення льоду. | Щоб зменшити площу контакту, виберіть вузькі смужки, будь ласка, зверніться до розділу «Низька температура» у розділі «Методи підтримки». |
| Значна зміна температури теплового розширення та стиснення призведе до деформації та скручування рами конвеєра. | При виготовленні цілісного конвеєра з'єднувальний вузол поздовжньої рами повинен зберігати відстань не менше 1,5 м. |